Semiconductor
Industries » Semiconductor
- Semiconductor MANUFACTURING Equipment
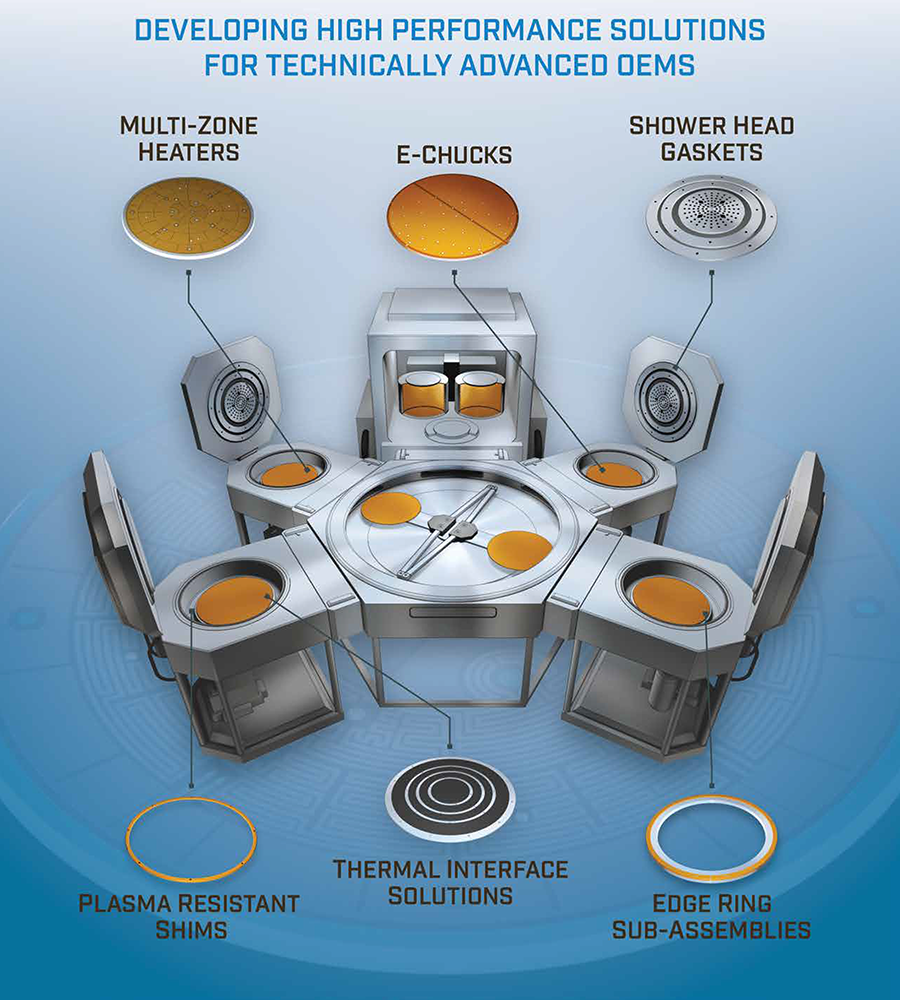
Market demand for continuously denser and smaller semiconductor chips forces manufacturers to develop solutions for semiconductor equipment that continuously pushes the envelope of current capabilities, and requires precision engineering for consistent results. Fralock assists equipment manufacturers by providing engineered solutions in many areas, with expertise in:
- Ceramics – with and without active circuitry
- Flex cabling and circuitry, including flex and rigid-flex configurations
- Thermal management materials for improving uniformity and distributing/blocking heat
- Heating technology that includes complex assemblies like ceramic showerheads, polyimide e-chucks, and heater modules.
The primary industry segments we serve include semiconductor front-end equipment as well as back-end test and packaging equipment.
- high-performance thermal solutions
- SPECIALTY MATERIALS
Fralock’s proprietary technologies, materials, and supplier relationships allow us to produce parts from simple heat spreaders such as graphite-based materials to Teflon-encapsulated shims for plasma resistance. With our extensive experience in film-based solutions, we work with you to define solutions that fit your specific needs using the optimum material for your requirements.
Specialty Interface Products include:
- Sealers
- Thermal Blockers
- Gap Fillers
- Heat Spreaders
- Engineered Ceramics
Fralock’s engineered ceramics provide ideal solutions for high-temperature applications such as pedestal heaters with precise thermal control. Our heaters are also used in applications in which rapid thermal cycling is needed such as back-end packaging, chip-stacking, and testing.
Fralock’s engineered ceramics includes active circuit-based AlN (Aluminum Nitride) technology as well as structural machined ceramics. Structural ceramics capability covers all ceramic based materials, such as AlN, Al2O3, as well as quartz and sapphire glasses.
Ceramic Products Include:
- Multi Layered, Cofired, Small-Format Test and Packing Heaters
- Front End Heaters
- Wafer Pedestal Heaters
- Front End Showerheads
- End Effectors
- Lift Pins
- Precision ground vacuum wafer chucks
- Shadow Rings
- High-Temperature Dome Chambers
- Wafer Susceptors for thermal PECVD deposition processes
- PVD Target Isolation rings
- ESC Electrical Chamber Isolation Plates
- CMP Wear Rings
- Zerodur Plates for advanced inspection metrology
- Near net shape high voltage RF antenna supports
- Flex Cabling, Flex and Rigid-Flex Circuits

Fralock’s flex circuitry comprises a wide range of products from unstructured polyimide cables for long length high vacuum runs to highly complex flex and rigid-flex circuit assemblies for complex applications requiring 10 – 20 layer designs. Our pioneered process for adhesiveless polyimide bonding enables us to provide fully-encapsulated, chemically-resistant flat flex cabling that can be used in high-temperature, harsh environments.
Our flex and rigid circuits offer resistance control, fine lines and spaces (trace / space (1.5 mil), and protective coatings such as PTFE and conformal coating.
Common applications are robotics, metrology, and any moving part.
Polyimide Flex Products
- Custom Designed Modules/ Kits
- Bonding