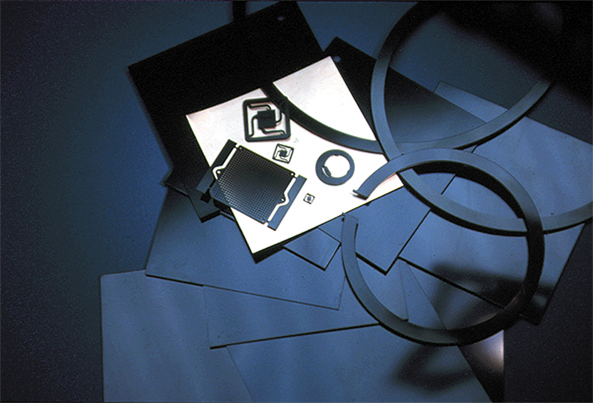
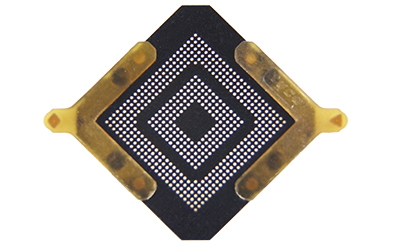
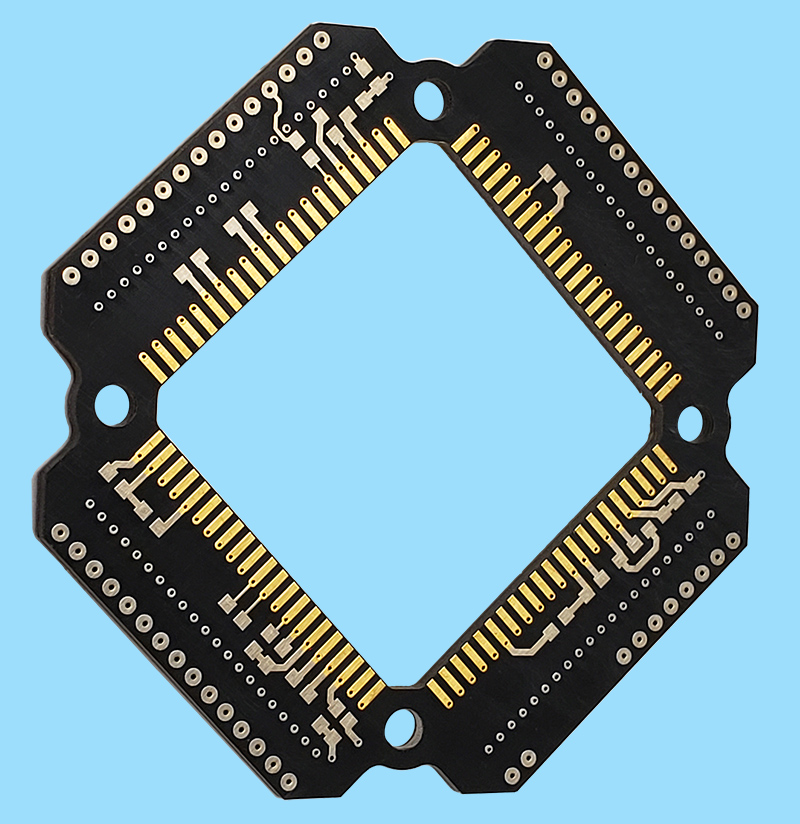
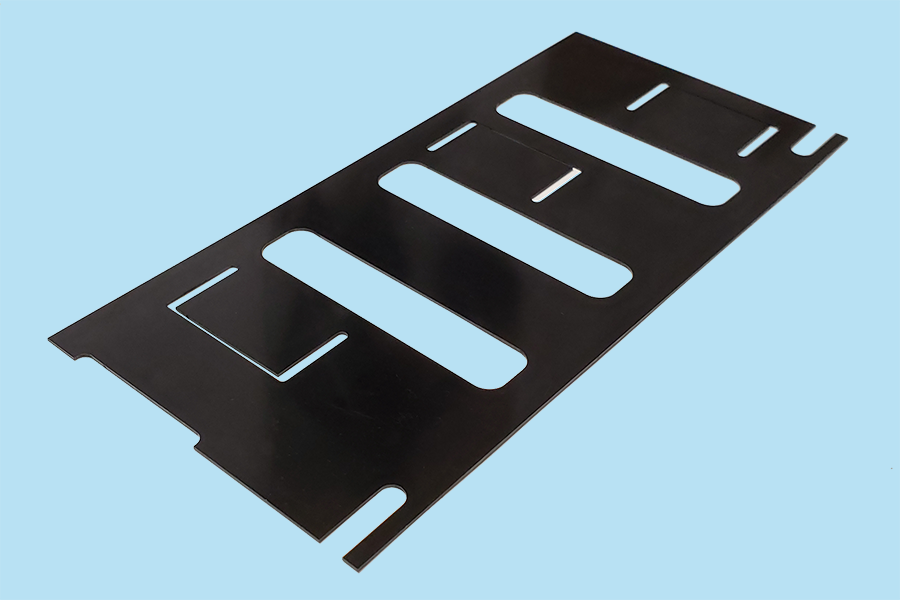
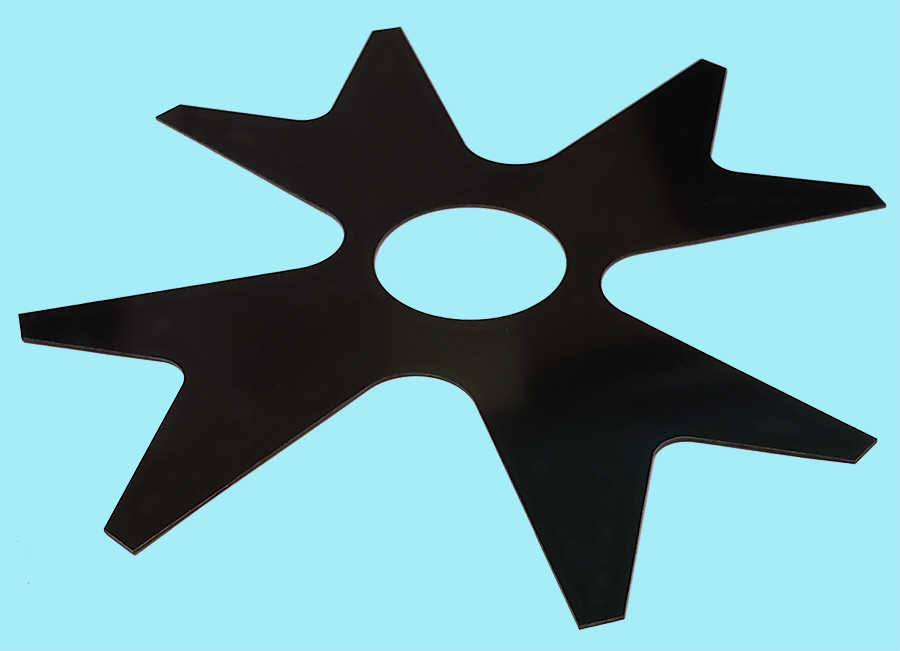
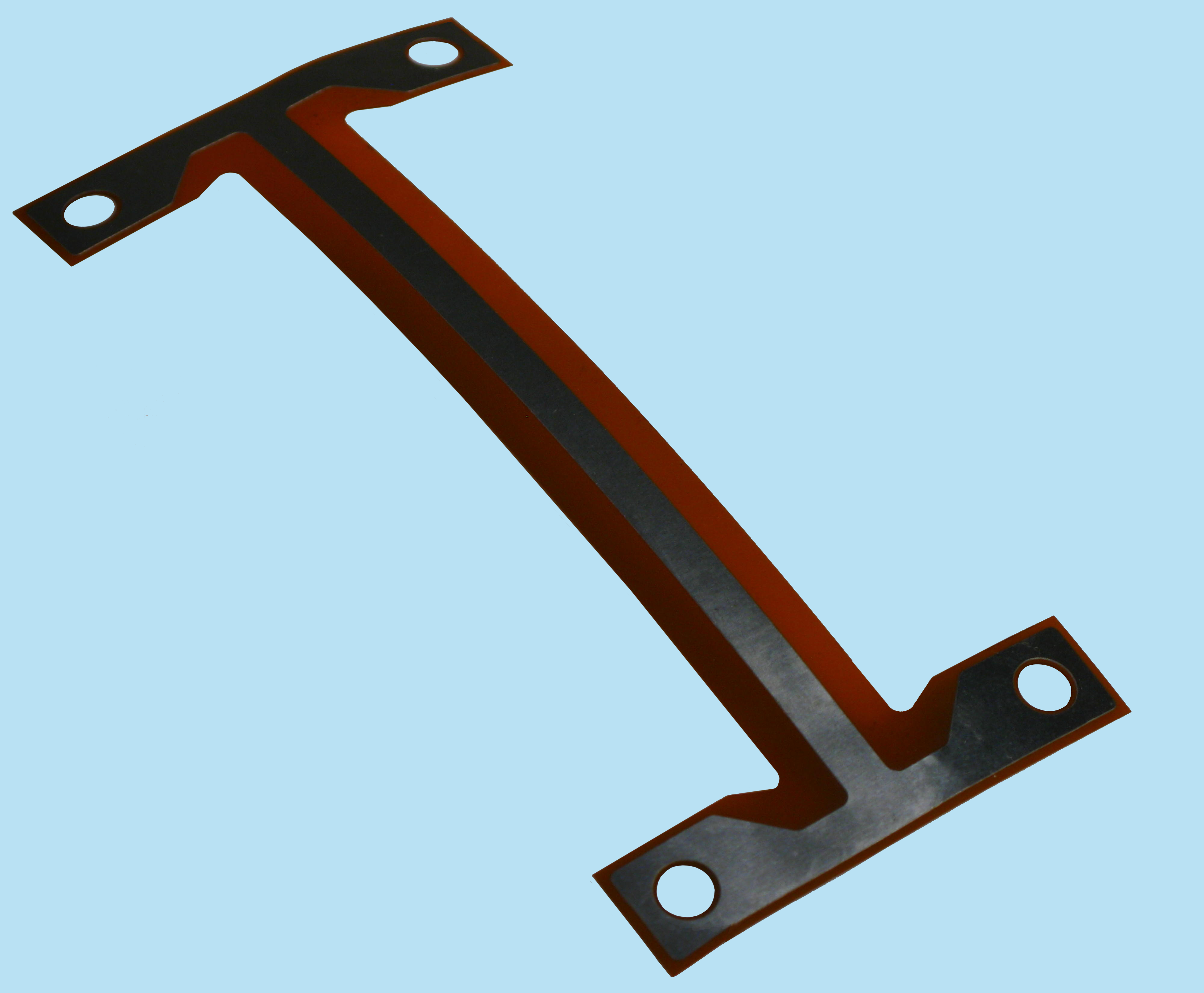
DuPontTM Cirlex® is a thick all-polyimide laminate sheet material that has been developed to fill the growing requirement for thick polyimide materials. Cirlex®is used for a wide variety of applications in several industries including semiconductor manufacturing, aerospace, medical/life science, industrial, and electronics.
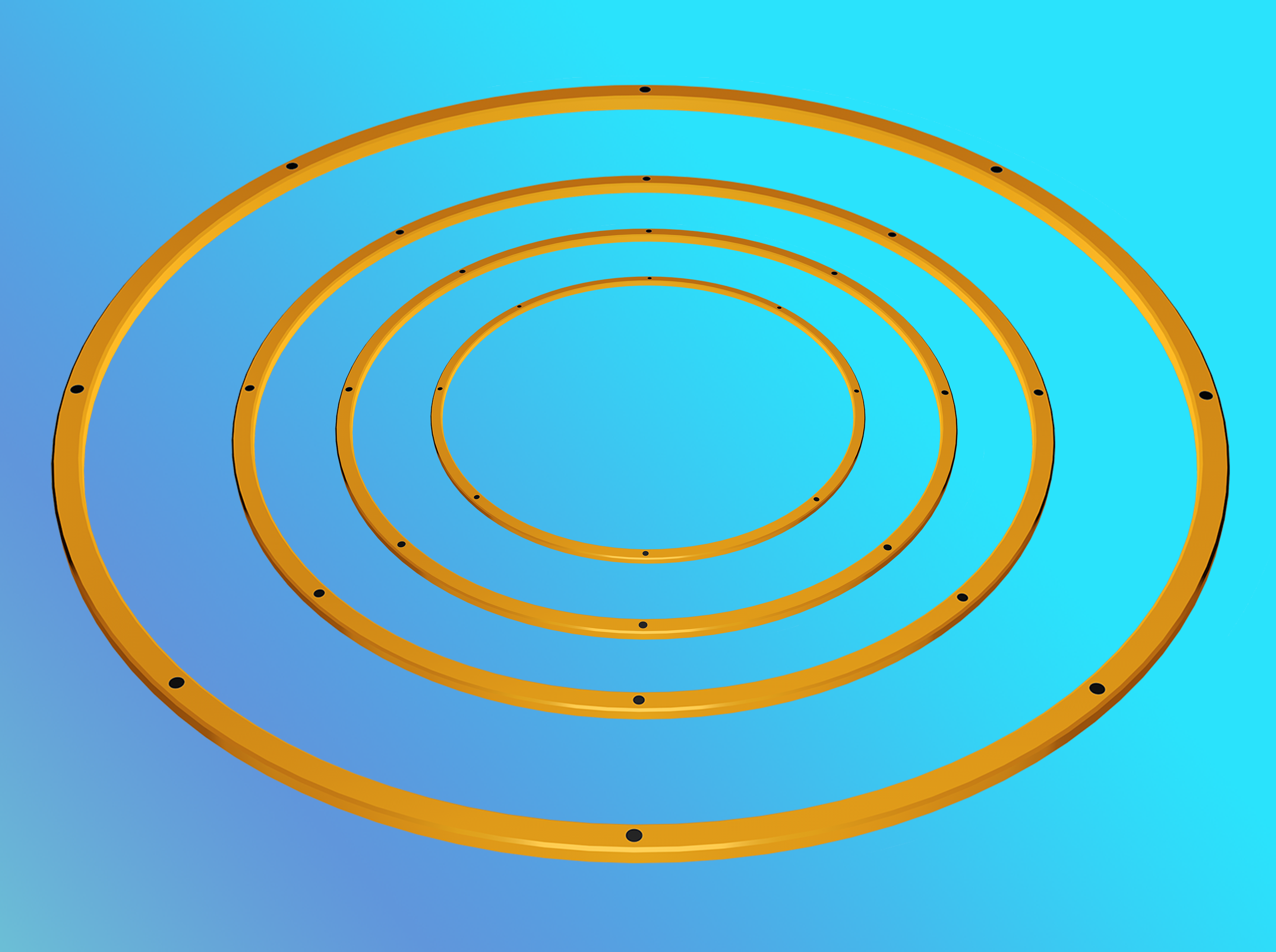
If you are looking to replace current applications using ceramic or Vespel®, or upgrade to new high-performance polyimide materials, Cirlex® thick all polyimide laminates offer material flexibility and an expanded range of thickness options unattainable with cast resins or laminated constructions using adhesives.
Adhesiveless Lamination Technology (ALT)
Cirlex® is fabricated using our proprietary Adhesiveless Lamination Technology (ALT) which produces a monolithic thick polyimide (Kapton®) with no adhesives. It is ideal for applications requiring thermal and electrical insulation, and for use as a stiffening material for other components. Cirlex® has the same superior chemical, physical, thermal and electrical properties of DuPontTM Kapton®, with the ability to operate in harsh environments with extreme temperatures. Cirlex® is an ALT Dura™ product.
Fralock is the exclusive worldwide licensee and manufacturer of Cirlex®.
If your application requires high temperature resistance, dimensional stability, low outgassing, durability, and chemical resistance, you need Fralock’s all polyimide adhesiveless laminates.
For more information about Cirlex® , READ THE WHITE PAPER. Let us help you engineer an optimal solution for your application.
Cirlex® and Kapton® are registered trademarks of affiliates of DuPont de Nemours, Inc. used under license by Fralock.