Ceramic Solutions for Desalination Applications
Industries » Industrial, Electronics, And Energy Markets » Structural Ceramics for Industrial, Electronics, and Energy » Ceramic Solutions for Desalination Applications
- Ceramics Applications Highlight
Reducing Energy Use in Desalination: Cost-Effective Ceramic Solutions
Seawater Reverse Osmosis (SWRO) desalination plants are utilized in a wide range of industries, including supplementation of water supplies in municipalities, tourism destinations and resorts, island communities, and cruise and freight ships. In addition, desalination is necessary in many locations for agriculture, aquaculture, industrial operations, mining, military installations, remote research stations, and more.
Having seen significant growth in the last 20 years due to climate issues, desalination is increasing because of increased demand for freshwater and expansion of human populations. Global desalination capability is expected to double by 2030.

Energy Reduction Systems
The processing of desalinating seawater requires significant energy input, generally ranging from approximately 2.5 kWh/m³ to 5.0 kWh/m³. Reducing the overall energy input not only saves costs, but also decreases the use of fossil fuels and helps mitigate their negative climate effects.
The result is lower energy costs, increased overall efficiency, and a more sustainable desalination process.
One method of energy savings in SWRO is the use of recovery systems such as pressure exchangers that use isobaric chambers or turbo charger pumping systems. Pressure exchanger systems capture and reuse the energy from the high-pressure outgoing brine stream to pressurize the incoming seawater, whereas the turbo charger recovers pressure energy from the brine reject stream using a centrifugal turbine attached to a high- speed pump that pressurizes the incoming seawater. While both systems save energy, pressure exchangers provide 95% efficiency over a wide range of flows and can be configured to operate with redundancy that enables maintenance and repairs without system downtime. Turbo chargers are compact, but they only provide 85% efficiency at peak process flows, and the system must be turned off for maintenance and repairs.

Challenges of SWRO Plant Operations
Keeping the SWRO system up and running is crucial, even in the event of equipment failures, maintenance, or unforeseen problems. Issues such as wear, sand debris, galvanic corrosion of pumps and valves, membrane fouling and scaling all can require part replacement and /or chemical cleaning processes.
To reduce downtime several factors are needed:
- Long-lasting, wear resistant, and cavitation-resistant components
- Debris-resistant, low friction, hydrodynamic bearings
- Materials that enable production of clean drinkable water
- Reliable rotating seals that operate up to 1200 PSI
- Multi-stage high-pressure and recirculation pumps with reliable thrust bearings
- Multiple efficient reverse osmosis membrane modules
- Pre-treatment that includes corrosion-resistant sand wells, ceramic filters, deep sea intakes and salinity, temperature, and flow controllers and supporting plant automation control systems
- Chemical dosing systems-for anti-scalants and other water treatment chemicals
- Fluoride and mineral treatments to improve the safety and quality of the water produced
- Freshwater storage that allows the plant to temporarily continue supplying freshwater
The Role of Ceramics in SWRO Energy Reduction
Pressure Exchangers and System Pumps
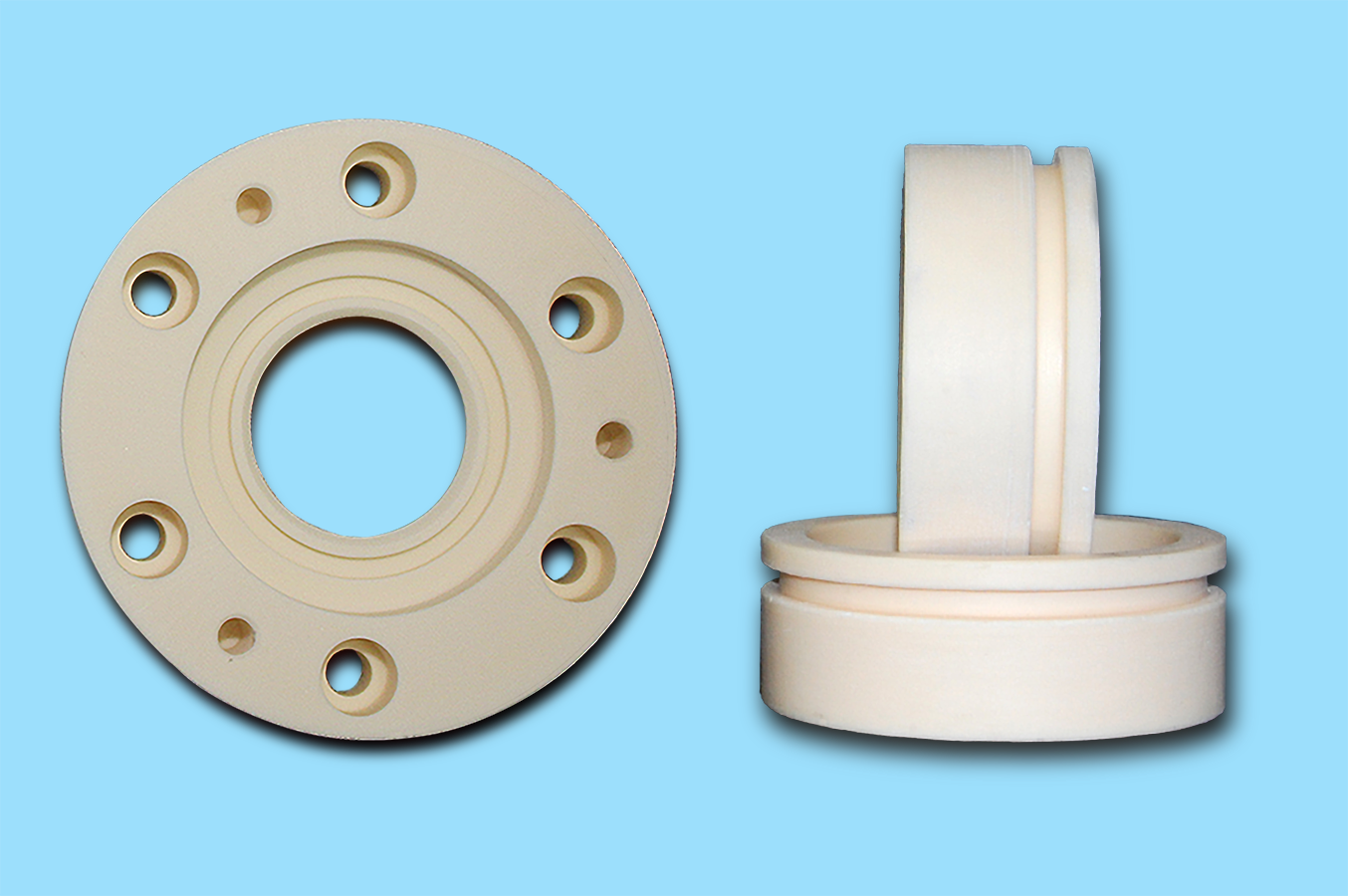
High purity alumina ceramics improve the service life of high-efficiency fluid pressure exchangers and other system pumps used for large SWRO desalination plants. Compared with duplex stainless-steel materials, fluid pressure exchangers fabricated with high purity alumina ceramics reduce the energy requirement for desalinating water by 60%. They also provide improved freshwater purity over metals and other materials, enhancing public safety and health benefits.
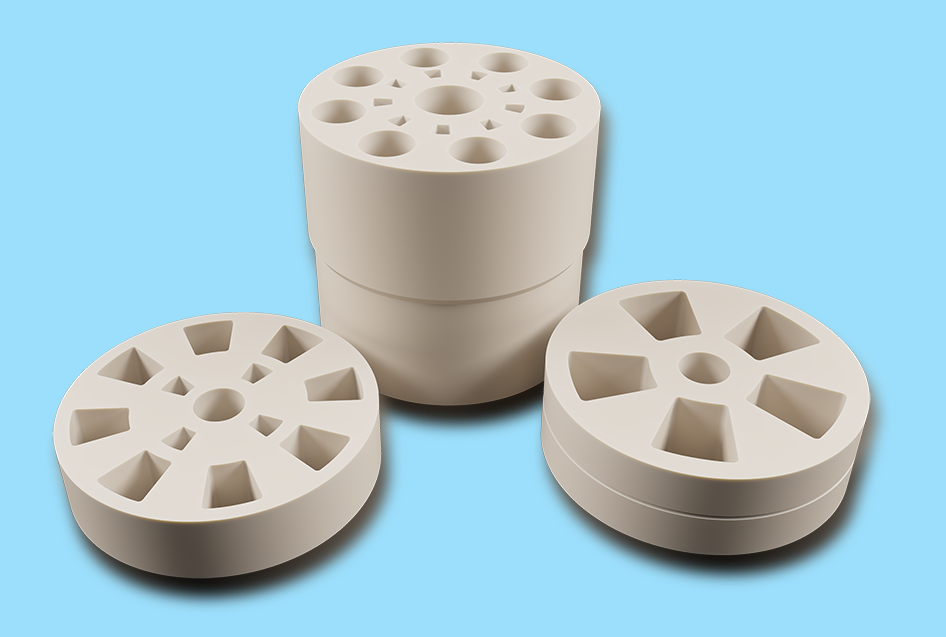
For system pumps operating at greater than 1000 PSI, high purity alumina ceramics have several advantages over bronze or stainless steel. Alumina ceramics can be engineered to resist cavitation damage, with lifetimes for these pumps estimated at 25 years (stainless steel parts yield 1 to 2 years), with operational energy efficiencies greater than 98%. In addition, high purity alumina is inert in seawater and brine, debris resistant, and dimensionally stable while operating at high pressures.
Ceramic components can be used in many pump and pressure exchange systems. For example, ceramic bearings can be used in both pressure exchange and turbo charger systems. These and other ceramic components provide superior performance over stainless steel and bronze in high-efficiency fluid pressure exchangers and other system pumps such as centrifugal and piston pumps, where they eliminate rust and extend product life in the following way:
- Corrosion Resistance
- Abrasion and Debris Resistance
- High Hardness
- Quiet Operation
- Chemical Stability
- Thermal Stability
- Dimensional Stability
- Reduced Fouling – the smooth and non-reactive surface of alumina ceramics minimizes fouling, reducing the need for frequent cleaning and maintenance. High-purity Alumina resists HCl, enabling the removal of biological matter with periodic flushing, contributing to increased operational efficiency and extended service life.
- Optimized Fluid Dynamics within the pressure exchanger – smooth and wear-resistant surfaces ensure efficient fluid flow, reducing energy consumption, operational noise, and minimizing the impact of erosion
- Reduced Downtime and Maintenance Costs – corrosion, abrasion, and chemical degradation translates into downtime and maintenance costs, which are all reduced with ceramic components
- Ceramics can be manufactured inexpensively, making them cost competitive in comparison to titanium alloys and duplex stainless steels like AL6XN
Fralock Fabrication – Tailored for Desalination Applications
At Fralock we fabricate ceramic components with high-precision dimensional accuracy, producing flat, smooth surfaces that are critical for fluid bearings. We offer world-class grinding capabilities, including fabrication of 50mm to 350mm diameter flat parts with a tolerance ± 5 µm.
We continue to innovate and improve our materials for enhanced wear, cavitation, and debris resistance. Our next generation of high-purity and high-density alumina contains about one-tenth of the material impurities than other 99.8% alumina materials.
Ask us how we can help you with high purity alumina ceramics for your SWRO system.
Download/View Literature